mars/avril 2015
Pourquoi ce buste et sa génèse :
2007 a été l’année de commémoration de la naissance de Linné, botaniste suédois, qui inventa la dénomination binominale des êtres vivants (plantes et animaux).
Le tricentenaire de cette naissance a été célébré d’une façon remarquable à Bordeaux. Créée en 1818, en hommage au travail de Linné, la Société linnéenne de Bordeaux (SLB) est la plus ancienne en France et la seconde mondialement, Londres ayant créé la sienne en 1788 après le décès du savant en 1778, alors que la Révolution française grondait à Paris.
Des établissements publics, sur l’initiative de la SLB, ont organisé des expositions et des conférences comme le Muséum, la Bibliothèque municipale et notre voisine l’Académie nationale des sciences, belles-lettres et arts de Bordeaux.
À Bordeaux, existait une rue dédiée à Buffon dont c’était également le tricentenaire mais rien pour Linné, que les botanistes bordelais de l’époque admiraient, au point qu’une correspondance fut échangée entre le Dr Aymen de Castillon-la-Bataille et Linné en 1754.
Le nouveau Jardin botanique, rive droite, ouvert quelque mois auparavant au public, se dota d’une esplanade comme accès principal. Ce fut l’occasion d’envisager de la baptiser « esplanade Linné ».

La Société linnéenne proposa alors d’y installer un buste, et s’occupa du financement qui fut obtenu avec des dons émanant de l’Ambassade de Suède à Paris, du magasin IKEA de Bordeaux pour la plus grande part [1], la Société linnéenne étant habilitée à cela étant reconnue d’utilité publique.
Cette dernière assura le complément pour boucler le budget.
Cela acquis, l’aval de la Mairie de Bordeaux pour ce projet obtenu, restait à trouver l’artiste… et le fondeur. C’est un responsable du Jardin botanique qui nous fit connaître Lucie Geffré, artiste sculpteur, bordelaise de naissance et exerçant à Madrid. Quant au fondeur, indiqué par l’artiste,la » Fonderie des Cyclopes « , il était déjà intervenu à la demande de la Mairie pour la restauration du buste de Léon Valade installé au Jardin public.
L’artiste et le fondeur doivent avoir des relations de compréhension et de confiance, l’un apporte sa créativité, le second ses conseils techniques et son accompagnement dans la réalisation finale.
La technique de la fonte à « la cire perdue », plus longue et donc bien plus coûteuse que la fonte au sable, permet d’obtenir les formes les plus complexes avec des détails très fins. Dans notre cas, le fondeur a travaillé avec une prise d’empreinte en silicone sur un modèle en dur conçu par l’artiste.
Découvrons toutes les étapes de ce savoir.
Première étape, la sculpture en « terre crue » :
Au préalable il était indispensable de définir l’emplacement prévu pour la sculpture et ses caractéristiques. L’artiste a pris en considération l’environnement (espace, couleurs des façades des bâtiments proches et l’éclairage zénithal). Il a été convenu de faire le buste à l’échelle 1,5 (soit une hauteur de 75 cm) et de lui rendre une patine verte. Il a été aussi décidé de représenter Linné dans un âge avancé, bien que nous ayons peu de portraits de lui et pas forcément fiables (souvent à l’époque les portraits étaient retouchés à la demande des commanditaires, en quelque sorte du « photoshop » de l’époque). Ceci laissait donc une certaine marge de liberté d’interprétation quant aux traits du personnage.
Début mai 2007, après avoir proposé des croquis avec une présentation du buste coupé sous les épaules, avec un choix de coiffure et de tenue vestimentaire, approuvé par la Société linnéenne et ses conseillers artistiques dont l’artiste peintre bordelaise Catherine Bouyx, Lucie Geffré a commencé par confectionner une ossature métallique. Ensuite, elle a appliqué par couches successives la terre crue (argile rouge). Ce travail commencé à Madrid a été poursuivi à Bordeaux avec toutes les précautions pour le transport. Le modelage a donc été terminé à Bordeaux en respectant des conditions d’humidité pour éviter des craquelures.




Deuxième étape, le moule en élastomère de silicone :
Après l’aval de la Linnéenne et du principal mécène (magasin IKEA de Bordeaux), l’artiste peut exécuter sur le buste en terre un négatif en élastomère de silicone pour le fondeur. Le matériau est obtenu par le mélange de 10 parties d’élastomère de base et de 5 parties de durcisseur. Appliqué, il polymérise à température ambiante en formant un élastomère de silicone souple doué d’une parfaite résistance au déchirement.
L’élastomère de silicone permet la réalisation de moule en négatif, sans adhérence sur le modèle,.avec des contre-dépouilles et les moindres détails (de l’ordre du micron) ce qui convient pour un visage.
Après ajout d’un agent thixotrope pour gérer la viscosité pendant l’intervention, l’artiste étend le produit catalysé à l’état liquide avec un pinceau sur le modèle en terre. C’est une opération délicate, appelée application » par estampage « . De plus, il est nécessaire de faire un choix judicieux dans la conception du moule à pièces.
Après le durcissement (24 heures) appelé « polymérisation », il faut renforcer chaque pièce du moule par une chape rigide, faite ici de résine de polyester. Après quoi, on retire délicatement les parties de l’empreinte. Le modèle en terre ne servira plus. La sculpture sera séchée et détruite, puis l’argile pourra être réutilisée.

L’ensemble de ces interventions a duré près de 2 mois dans l’atelier de l’artiste.
Troisième étape, le coulage du bronze à cire perdue :
a) – Cire perdue dans le moule silicone
Le modèle en cire est un positif intermédiaire.
La cire (cire de fonderie avec une grande finesse et peu de retrait) est estampée au pinceau à 90 °C à la surface du moule en élastomère de silicone, qui peut résister jusqu’à 280 °C. Ensuite, le moule est rempli de cire à une température à la limite de la solidification, puis revidé. Il reste à sa surface une couche de cire solidifiée de 4 à 6 mm. Ainsi, ce nouveau modèle sera creux pour économiser la matière finale qu’est le bronze et aussi limiter la masse de la pièce. La contraction de la cire au refroidissement aura pour effet de produire un modèle réduit de 1 à 2 %.
Une fois refroidi, le modèle en cire est démoulé. Il faut retoucher les bavures au « plan de joint » et souder des tiges de cire reliées à un cône qui auront le rôle de conduits pour introduire le métal et le répartir, et d’autres qui serviront d’évents pour évacuer l’air. Cet ensemble est appelé « grappe ».
b) – Modèle en cire perdue dans le réfractaire
Afin de construire le moule destiné à accueillir le métal en fusion, il est appliqué, sur la grappe en cire, par projection au pistolet, un matériau réfractaire appartenant à la famille des céramiques.
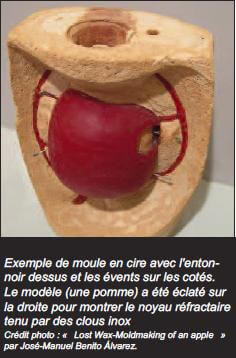
Ce moule, d’une seule pièce, sera détruit pour dégager le métal du buste et seront ainsi évitées les contraintes liées aux plans de joint, puisqu’ils n’existent pas dans cette pratique. Ce matériau est composé de plâtre réfractaire et d’argile cuite calibrée appelée « chamotte ». Ce mélange est déposé à l’extérieur et à l’intérieur du modèle en cire. La partie intérieure est nommée « noyau ». Pour le maintenir quand la cire aura disparu, le modèle en cire est transpercé en différents points par des « clous » en acier inoxydable.
c) – La fonte de la cire et la cuisson du réfractaire
Comme le modèle en cire est un positif intermédiaire, il faut placer le moule en réfractaire dans un four pour fondre la cire, d’où le terme « cire perdue ». Le four est porté à 150 °C pour fondre et évacuer la cire puis à 750 °C pour pyroliser les restes de celle-ci. Ceci est nécessaire pour éviter une explosion du moule réfractaire au coulage du bronze, au contact de produits gazeux qui pourraient être générés par des restes de cire. À noter qu’après le départ de la cire, la partie extérieure et le noyau sont seulement reliés par les « clous » en inox.
La cuisson terminée, le moule, fragilisé par la chaleur, est placé dans du sable compacté à l’intérieur de frettes métalliques. Ceci est indispensable pour qu’il résiste à la pression métallostatique du bronze en fusion (9 fois supérieure à la pression hydrostatique).
d) – Coulage
Le métal utilisé est du bronze (alliage de cuivre et d’étain) choisi pour sa température de fusion pas trop élevée (960 °C) et pour sa coulabilité qui lui permet d’épouser tous les détails du moule. Il a aussi l’avantage de donner un bel aspect et des possibilités de patine avec une très bonne résistance à la corrosion. La masse nécessaire de métal est estimée à 10 fois celle de la cire, elle est fondue en une seule fois dans un « creuset » en carbure de silicium chauffé au fuel.
Lorsque la température est atteinte (1 200 °C), et mesurée par une canne pyrométrique, le four est basculé pour que le métal liquide coule dans un récipient en pisé réfractaire préchauffé appelé « poche de coulée ». Cette poche, approchée du moule, le métal est versé dans un entonnoir de coulée.Elle dure une dizaine de secondes. Le refroidissement est de plusieurs heures voire plus suivant la taille de la pièce.
e) – Démoulage et ponçage
Quand le métal a refroidi, la forme complexe de la pièce empêche une extraction simple du moule monobloc. Il faut donc casser le moule par une série de chocs appelée « décochage ».
La pièce dégagée est dite « brute de fonderie ». Sa surface est oxydée et les clous inox sont dans la matière. Il faut d’abord couper les jets de coulée et les évents. Cette phase est dite « dégrappage ». Les clous sont arrachés.
La pièce est décapée par sablage. Puis on procède à la « réparure » en bouchant les trous par soudage et en effaçant les traces laissées par les jets de coulée et des évents à l’aide de burins (ciselage).

f) – La patine
Une fois l’œuvre ciselée, son aspect est brillant et couleur du métal. C’est alors qu’intervient la phase de la patine qui consiste à faire réagir la surface du bronze avec des solutions chimiques passées à l’aide d’une brosse à froid ou à chaud avec une torche gaz à 100 °C.
Cette intervention pour obtenir un vert antique, qui se fait avec l’artiste, se déroule avec un premier passage d’une couche de sulfure de potassium dilué à l’eau à 5% avec une température de 50 à 70 °C, ce qui donne un fond brun/noir transparent, puis une couche suivante, sous 100 °C, de nitrate de cuivre dilué à 10 % donnant un vert poudreux. Ensuite on peut passer un abrasif très fin comme la paille de fer pour obtenir un effet d’usure.
La patine protège la surface de l’œuvre de l’oxydation au contact de l’air et du toucher.
Cette patine, suivant les préférences de l’artiste, demande un grand tour de main et ses procédures sont entourées de secrets professionnels. À la fin la patine est protégée par l’application de cire microcristalline, puis lustrée.
Cette technique de fonte du bronze « à la cire perdue » est utilisée depuis plus de trois mille ans.
À l’origine empirique, puis avec la science, les techniques modernes et les connaissances en physico-chimie, elle est la seule permettant de réaliser des œuvres sans limitation de formes, de courbures et de détails.
Etape finale
L’installation sur le socle
La fixation a été effectuée par le fondeur avec une technique « antivol » sur le socle réalisé et financé par le Jardin botanique de la ville de Bordeaux et adapté à l’environnement architectural.
L’inauguration par Son Excellence Gunnar Lund, Ambassadeur de Suède en France, a eu lieu le 24 octobre 2007 en présence des personnalités municipales dont Jacques Valade représentant le Maire de Bordeaux, de l’artiste : Lucie Geffré et du fondeur d’art : Frédéric Michel.

 - Photos Anne Lan")
Le don par la Société linnéenne à la Ville de Bordeaux
Ce buste, donc financé par la Société linnéenne de Bordeaux (association loi 1901, reconnue d’utilité publique) avec le mécénat du magasin IKEA pour deux tiers du coût et le concours de l’Ambassade de Suède à Paris a été remis à la ville de Bordeaux par convention.

À noter le hasard de l’installation réfléchie du buste par rapport à l’environnement de l’esplanade : Linné a le regard porté vers le nord de Bordeaux…. la Suède.
Nous adressons tous nos remerciements à Lucie Geffré, artiste-sculpteur et à Frédéric Michel de la » Fonderie des Cyclopes » maintenant installée à Mérignac, pour leur aide et l’apport d’informations pour la rédaction de cet article.
Georges Pasquier
(co-coordonnateur des manifestations du tricentenaire de la naissance de Linné)
Société linnéenne de Bordeaux
Société archéologique de Bordeaux

Pour en savoir plus :
– Lucie Geffré : http://www.luciegeffre.com
– Fonderie des Cyclopes : www.fonderiedescyclopes.com
[1] Cet article souligne le rôle du mécénat d’entreprise dans l’expression des métiers d’art (cf : article de Sud-ouest concernant IKEA).